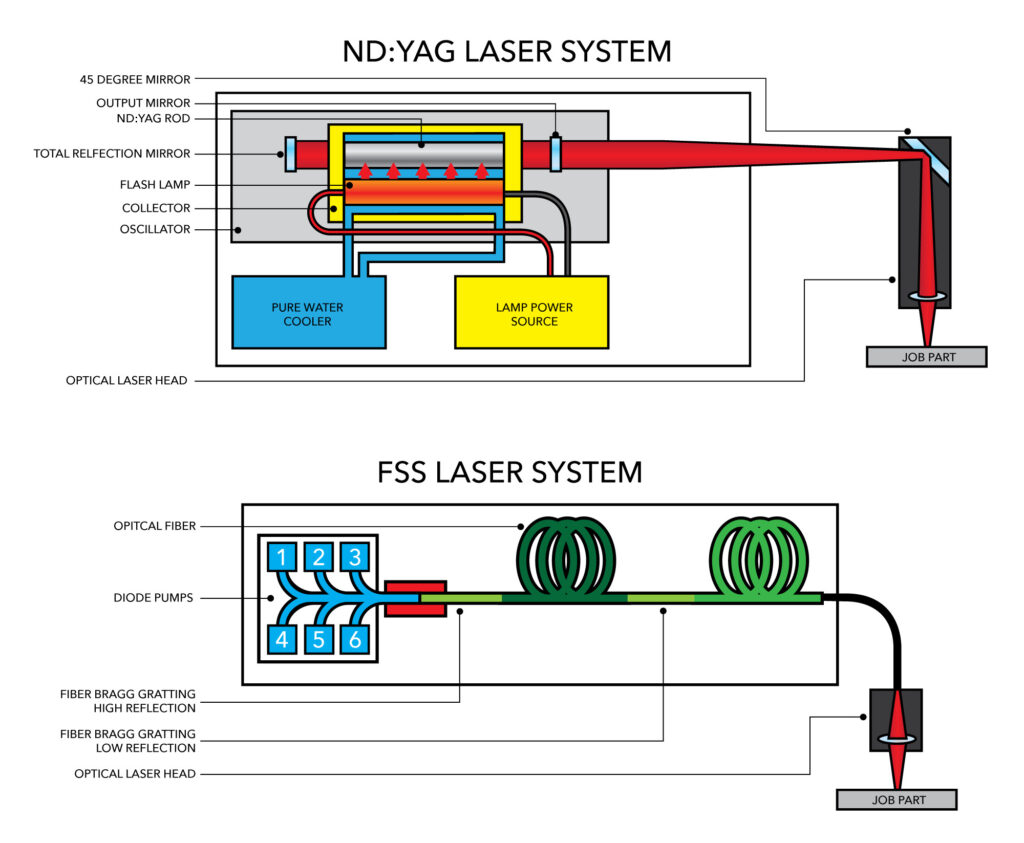
طی سالیان گذشته، نسلی از منبع پرتو که حالت جامد کامل (FSS) نامیده می شود برای تعمیر قالب به بازار عرضه شده است. از دیود های لیزر برای پمپاژ فایبر استفاده می کند. پمپاژ فایبر منبع پرتوی لیزر را ایجاد می کند. این مانند سیستم های لیزر فایبر است. تفاوت در این است که بر خلاف اکثر دستگاه های فایبر و Nd: YAG (گارنت آلومینیوم ایتریوم دوپ نئودیمیم)، که یک پرتو مداوم کنترل شده توسط سوئیچ Q یا یک کرکره را برای باز کردن لیزر پالسی ارائه می دهد، لیزر FSS باعث ایجاد انفجار سریع می شود. در ادامه جهت مقایسه لیزر YAG و لیزر Fiber همراه ما باشید تا درصورت نیاز بتوانید بهترین انتخاب ممکن را رقم بزنید.
انتخاب بین لیزرYAG و لیزر Fiber
مانند همه موارد، این فناوری هزینه قابل توجهی دارد. بنابراین، این سؤال مطرح می شود که کدام روش برای شما مناسب است؟ هر دو روش یک کار را انجام می دهند. هر نوع دستگاه لیزر (حتی کوچک ترین و اساسی ترین لیزر 50 وات Nd: YAG) توانایی ذوب تقریباً هر ماده ای را دارد، بنابراین میتوان گفت به نیازهای فردی هر کارگاه بستگی دارد. اگر در یک کارگاه کوچکتر هستید که نیازهای سبکی دارد، ممکن است سرمایه گذاری در فناوری FSS منطقی نباشد. با این حال، کارگاه هایی که نیاز به درخواست بیشتر و استفاده مکرر از دستگاه را دارند و از دقت بهینه برخوردار هستند، ممکن است سرمایه گذاری در فناوری لیزر FSS را انتخاب کنند.
بیایید کمی بیشتر به تفاوت ها بپردازیم و مزایای هرکدام را بررسی کنیم تا بتوانید با مقایسه لیزر YAG و لیزر Fiber یک تصمیم با علم و آگاهی بگیرید.
تفاوت ها و مزایای YAG و Fiber
بازدهی
لیزر Nd: YAG را یک لامپ فلاش تأمین می کند. نوری همچون فلاش دوربین اما بسیار بزرگتر، بنابراین یک فلاش نور سفید استاندارد با طول موج در محدوده ماورا بنفش (UV) تا مادون قرمز (IR) را ارائه می دهد. برای پمپاژ بلورهای Nd: YAG به طول موج حدود 808 نانومتر (nm) نیاز دارید. تمام نورهای دیگر تولید شده توسط چراغ چشمک زن به عنوان اشعه هدر رفته از قسمت های دیگر حفره جذب می شود و باید به عنوان گرما توسط محفظه چیلر آب خارج شود. به دلیل محدود بودن این طیف نوری موجود و نیاز به چیلر، متوسط لیزر Nd: YAG دارای بازدهی انرژی 3 تا 4 درصد است. در مقابل، لیزرهای Fiber امروزی می توانند به 35 درصد بازدهی برسند. لیزر Fiber با استفاده از دیود های لیزر به عنوان منبع تغذیه، به این هدف می رسد. این دیود ها فقط یک طول موج خاص تولید می کنند که کاملاً متناسب با خط جذب است. با مهار صحیح انرژی، تمام نوری که توسط دیود تولید می شود توسط فیبر جذب شده و به نور لیزر منتقل می شود. این بدان معناست که یک سیستم Nd: YAG 300 وات می تواند 10 کیلووات مصرف برق داشته باشد، در حالی که یک سیستم لیزری 300 وات Fiber فقط حدود 1000 وات را برای انجام کار مشابه استفاده می کند. این موضوع برای کارگاه ها مهم است زیرا اکنون حتی سیستم های 450 وات Fiber نیز می توانند توسط یک خروجی استاندارد 220 ولت تأمین شده و کار کنند.
سیستم خنک کننده
یک سیستم Nd: YAG از کریستال های لیزر، برق و یک چراغ فلاش زنون برای ایجاد پرتو استفاده می کند. این فرآیند مقدار زیادی گرما درون دستگاه تولید می کند که برای حفظ درجه حرارت و عملکرد مناسب دستگاه به یک واحد خنک کننده خارجی بزرگ نیاز دارد. چیلر گرما را می گیرد و آن را از دستگاه و به محیط اطراف می دهد، که اگر در مدت زمان طولانی انجام شود می تواند درجه حرارت کارگاه را افزایش دهد. چیلر همچنین مقدار قابل توجهی برق مصرف می کند تا دمای آب را ثابت نگه دارد. از آنجا که دیودها از لیزر های Fiber در یک طول موج خاص استفاده می کنند که می تواند مستقیماً به نور لیزر تبدیل شود، گرمای خارجی کمتری تولید می کنند. به عنوان مثال، برای ایجاد 300 وات برق لیزر از یک دستگاه Fiber به 1 کیلووات برق نیاز دارد و 700 وات گرمای محیط تولید می شود که یک فن کوچک می تواند آن را حذف کند. ایجاد همان وات توان لیزر از دستگاه Nd: YAG به 10 برابر برق نیاز دارد و در نتیجه 9700 وات گرمای باقیمانده وجود دارد که فقط با یک چیلر خارجی قابل سرد شدن است.
جابجایی و حمل و نقل
مصرف زیاد برق و استفاده از چیلر های آب باعث شده است که دستگاه های لیزری Nd: YAG با توان بیش از 150 وات قابل جابجایی نیستند و همچنین ترازبندی دقیق کریستال لیزر Nd: YAG و دو آینه رزوناتور نیز پس از جابجایی باید دوباره انجام شود که این مسئله نیز کار جابجایی را سخت تر می کند. حتی با وجود مکانیک های خبره، لرزش و شوک احتمالی ناشی از حمل و نقل می تواند تنظیم تشدید کننده لیزر را به هم بریزد و نیاز به سرویس توسط یک تکنسین لیزر را بوجود بیاورد. مصرف کم انرژی سیستم های لیزر Fiber باعث می شود که با یک منبع تغذیه خروجی استاندارد 220 ولت، خنک کننده با هوا با استفاده از فن های کوچک و یک تشدید کننده جامد و بدون تنظیم مکانیکی کار کند. همه این ها باعث می شود که حمل و نقل این مدل لیزر راحت تر باشد. در لیزر های Fiber از آنجا که منبع لیزر کاملاً در بدنه اصلی قرار گرفته است و سر لیزر بسیار کوچک است، اپراتور می توانند آن را به راحتی در هر مکانی که برای جوشکاری نیاز دارند جابجا کرده و تنظیم کنند، حتی در مکان های صعب العبور مانند قالب خیلی بزرگ یا یک پرس قالب گیری.
تعمیر و نگهداری
سیستم های Nd: YAG به آینه های قابل تنظیم، بلور لیزر و یک لامپ فلاش نیاز دارند تا پرتو لیزر تولید شود. این فرایند مقادیر زیادی گرما در داخل ماشین تولید می کند که باید با چیلرهای آب خنک شود و به قطعات متحرک اضافی و مصرف برق نیاز دارد. منبع پرتوی لیزر Fiber کاملاً آب بندی شده است. قطعات مکانیکی ندارد که یک مکانیک بتواند آن را تنظیم کند. قدرت پمپ را مستقیماً از دیود های لیزر دریافت می کند که تقریباً 100000 ساعت کار مداوم را ممکن می کند. این بدان معناست که اگر دستگاه در حال استفاده و کار 24/7 است، این دیود ها فقط باید هر 10 سال یک بار تعویض شوند (دقیقاً مانند دیودهای موجود در صنعت ارتباطات از راه دور). در مقابل، لیزر های Nd: YAG از لامپ های فلاش با بلورهای لیزر نیرو دریافت می کنند که انرژی را به محیط فعال منتقل می کنند. یک کارگاه جوشکاری معمولی می تواند انتظار داشته باشد که هر دو ماه یکبار لامپ Nd: YAG عوض کند و کارگاه های کوچک سالی یکبار باید لامپ فلاش را عوض کنند. آینه های داخل سیستم های Nd: YAG باید به صورت دوره ای تنظیم و تعویض شوند و کریستال های گران قیمت لیزر برای همیشه دوام نخواهند داشت. برای اطمینان از اینکه واحد با حداکثر پتانسیل خود کار کند، یک برنامه سرویس سالانه را با تامین کننده دستگاه لیزر خود برنامه ریزی کنید.
هزینه ها
این مزایای لیزر Fiber هزینه قابل توجهی دارد. قیمت 20 تا 30 درصد بیشتر از مدل های مشابه در Nd: YAG است. اکثر کارگاه های کوچک دارای استفاده محدود از دستگاه جوشکاری لیزر هستند و تمایل دارند واحد خود را در یک مکان ثابت داشته باشند، که بسیاری از مزایای Fiber را نفی می کند. حتی با هزینه های نگهداری گاه به گاه و تعویض سالانه لامپ ها، فناوری Nd: YAG ساده تر است.
مناسب ترین سیستم برای کارگاه شما کدام است؟ سه عامل اصلی که باید در تصمیم گیری شما در نظر گرفته شود عبارتند از: بودجه، دفعات استفاده و تمایل به یک ایستگاه جوشکاری اختصاصی یا متحرک است.
منبع



{kind=link}
بدون دیدگاه